立體曲面加工
立體曲面加工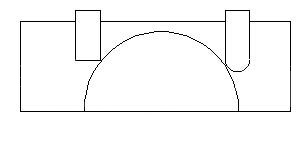
球面加工
球面加工使用的刀具
粗加工可以使用鍵槽銑刀或立銑刀,也可以使用球頭銑刀。
精加工應(yīng)使用球頭銑刀。
球面加工的走刀路線
一般使用一系列水平面截球面所形成的同心圓來(lái)完成走刀。
在進(jìn)刀控制上有從上向下進(jìn)刀和從下向上進(jìn)刀兩種,一般應(yīng)使用從下向上進(jìn)刀來(lái)完成加工,此時(shí)主要利用銑刀側(cè)刃切削,表面質(zhì)量較好,端刃磨損較小,同時(shí)切削力將刀具向欠切方向推,有利于控制加工尺寸。
進(jìn)刀控制算法
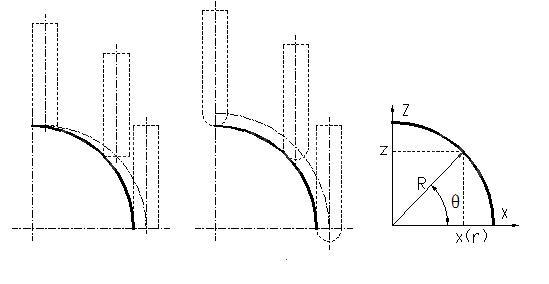
進(jìn)刀點(diǎn)的計(jì)算:
先根據(jù)允許的加工誤差和表面粗糙度,確定合理的Z向進(jìn)刀量,再根據(jù)給定加工深度Z,計(jì)算加工圓的半徑,即:r=sqrt[R2-z2]。此算法走刀次數(shù)較多。
先根據(jù)允許的加工誤差和表面粗糙度,確定兩相鄰進(jìn)刀點(diǎn)相對(duì)球心的角度增量,再根據(jù)角度計(jì)算進(jìn)刀點(diǎn)的r和Z值,即Z=R*sinθ,r=R*cosθ。
進(jìn)刀軌跡的處理
對(duì)立銑刀加工,曲面加工是刀尖完成的,當(dāng)?shù)都庋貓A弧運(yùn)動(dòng)時(shí),其刀具中心運(yùn)動(dòng)軌跡也是一行徑的圓弧,只是位置相差一個(gè)刀具半徑。
對(duì)球頭刀加工,曲面加工是球刃完成的,其刀具中心是球面的同心球面,半徑相差一個(gè)刀具半徑。